|
|
| PVC輸送帶 |
首頁 > 產品與服務 >
PVC輸送帶 |
|
| 1. 裁 切 正 確 尺 寸 |
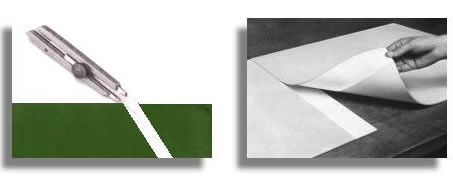 |
您必須先就正確需要裁切出正確尺寸 ( 含預留接頭位置 ) 所有誤差應控制容許範圍之內 |
尺寸裁切 , 需特別注意各裁切刀口的平行度 , 總寬度容許誤差 ± 1.0 mm , 總長度容許誤差 ± 3.0 mm , 尤其以接頭的刀口平行度它嚴重影響日後輸送帶運動時 , 是否會蛇行偏移的絕大因素 , 簡易的檢查重點 :
1. 就 接頭部位 兩側 , 用 90 ° 曲尺 ( 縱向需達 600 mm 以上 ) 對照接頭部位是否呈 90 ° 角 , 容許誤差 ± 0.5 ° ....
2. 若是編織底層 , 用直尺於 接頭部位 對正 編織縱向紋路 與兩側裁切刀口的平行度 , 容許誤差 ± 1.0 mm .... 這 都是 能 立即 判斷 加工 準確度 的 依據 .... |
| 2. 輸 送 帶 分 層 |
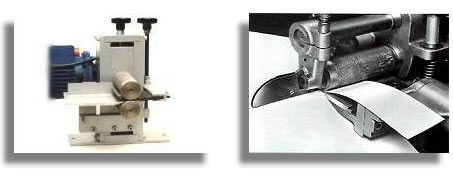 |
利 用分層機器 , 將 接頭 預留部位 分層 , 需視 張力 需要 決定 預留多少 重疊 貼合 尺寸 .... |
一般接頭預留融合部位 , 需視各輸送皮帶特性而定 , 因各種材質與使用地方之不同皆有一定預留標準
1. 大致的 接合寬度 不得高於輸送帶張力損失之 30 % 以上 !!
2. 厚度達 2.5 mm 以上 , 無論接頭型式為何 , 接應以 多分層 型式處置 , 以免因橫向裁切後 , 因 編織層 被 截斷 而嚴重影響 抗拉強度 !! |
| 3. 接 頭 製 作 ( 合適的接頭方式 ) |
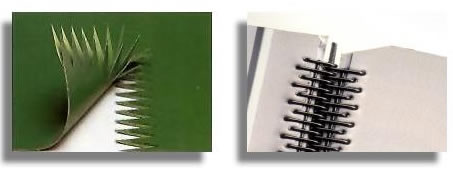 |
除 了視張力需要來決定必須預留的接頭重疊尺寸 , 您必須正確的依 PVC 輸送帶特性 , 與您所需要的輸送機型式 , 判別加工出您所真正需要的接頭方式 ..... |
PVC 輸送帶 , 概因夾層之編織方式 , 以 側邊穩定性 作為 槽型 與 平面 輸送之分界 ....
1. 小輪徑 ( 依各Type規定之最小輪徑限制 ) 或是 槽型 輸送環境者 , 應該選擇可堪 繞曲 的形式輸送帶 , 並做 齒型接頭 ( Finger Type ) 加工
2. 平面輸送 , 以及中重量型負載環境 大致依 輪徑 以及 總負載範圍 , 選擇 疊覆式接頭 ( Step Type ) 加工 |
| 4. 接 頭 熔 融 與 附 件 接 合 |
 |
將 輸送帶上架到 熱接合器上 , 調整加溫範圍 , 並視 輸送帶 需要 塗抹接著劑 , 需嚴格控制溫度 , 壓力 ( 厚度 ) 等 , 相關的 加工條件 .... |
熱接器之恆溫控制 , 其概略溶融溫度 PVC 172 ~ 180 °C , PU 158 ~ 165 °C 之間 , 依照各Type規定之 熔接溫度 與 壓力 設定當然各自不同
簡易的判別接頭製作品質 :
1. 輸送帶 熔接部位 接縫處不能有 焦化 的情形發生 ( 溫度過高 )
2. 輸送帶 熔接部位 接縫處不能有 分層 的情形發生 ( 溫度不均 )
3. 輸送帶 熔接部位 接縫處不能有 位移 或 溢料 的情形發生 ( 固定不均 , 尺寸滑動 )
4. 輸送帶 熔接部位 不能有 氣泡 的情形發生 ( 壓力不均 ) |
| 5. 鋼 扣 接 頭 加 工 |
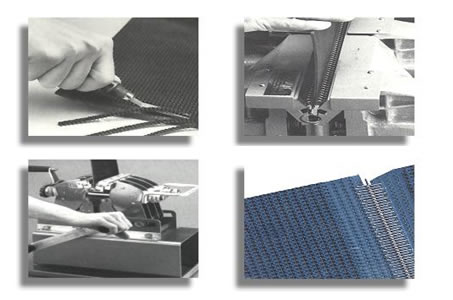 |
若 是選擇使用鋼扣接頭 , 在尺寸確定後的 輸送帶 結合處將 鋼釘 厚度及範圍 , 磨平 !! 再將適用的 鋼扣模具 放入 鋼扣機模具夾中 , 需緩緩的將 鋼扣 釘緊 , 不能太快 適當的使力 , 否則會導致 輸送帶 變型或者浪邊 !!
|
| 一 般而言 , 鋼扣 亦具有簡易維修之 特性 , 需審慎選擇合適輸送帶厚度 , 信譽良好品牌與廠商的鋼扣 , 並 建議 使用者 盡量 使用 專用機具 加工 , 除非是 俗稱 [ 虎齒 ] 並無 治具 的 鋼扣 , 否則 沒有 適合 的 機具加工 鋼扣 接頭 通常都會使輸送帶壽命嚴重減短 |
完成接頭加工之後稱之為環帶 ....
也 就是說 , 要安裝 [ 環帶 ] 在您的輸送機之上時 , 還必須將輸送機身拆卸下來 , 才能進行 安裝 !! 等到 全部安裝 程序 就緒 之後 , 應該要仔細調整 PVC 輸送帶 的運動方向 , 以免它打滑蛇行 , 隨時必須注意它運動時的穩定性 |
| 6. 接 頭 熔 融 現 場 接 合 |
 |
| 當然您也可以選擇現場接著 !! P V C 輸送帶 的 現場接著 方式 , 可以省下拆卸輸送機結構的麻煩 , 請洽技術人員 !! |
| |
|
|

